欢迎光临~阻燃面料生产厂家
语言选择:
 ∷
∷

∷
 ∷
∷
6MY98—17型毛刷式锯齿轧花机适合整理纤维长度在23~33mm,含水率不大于10%,并经过初步清理的子棉。该设备能有效清除子棉中的特杂、重杂及僵瓣棉和棉叶、不孕子、尘杂等细小杂质,可以改善子棉的外观形态和色泽,提高子棉的品质,保证皮棉整理质量,提高轧花机的效率。
(一)轧花机的结构
6MY98—17型锯齿轧花机由清花喂花、轧花部分、传动系统等部分组成,如图8-6所示。
其中,清花喂花部分是提净式清花喂花机,由喂棉、提净、落棉回收三部分组成,轧花部分由前箱、中箱、后箱三部分组成。
1.清花喂花部分
清花喂花部分的作用一是进一步松解子棉,清除子棉中的杂质;二是按照轧花的需要调节子棉的喂给量,连续均匀地将子棉喂给轧花部分。
清花喂花部分分喂棉、提净和回收三部分。
(1)喂棉部分的结构:该部分的主要部件是一对喂花辊及调速装置、开松辊及排杂网。两只喂花辊规格相同,一个辊转动时,通过一对齿数相同的齿轮传动,另一个辊以同等速度旋转。
子棉从喂花辊上部的进口进入轧花机,喂花开松辊为刺钉滚筒,在开松辊的外周装有排杂网,排杂网由钢板冲孔制成,采纳长形孔交错排列。
(2)提净部分的结构:该部分的主要部件有锯齿滚筒、排僵格条栅、钢丝刷、小毛刷滚筒。
锯齿滚筒直径为350mm,转速为437r/min;排僵格条栅由直径为20mm的精拨管和侧板及加强筋组成;小毛刷滚筒的作用是将锯齿滚筒和回收锯齿滚筒上的子棉刷落下来,供给轧花部分。
(3)回收部分的结构:该部分由回收锯齿滚筒、钢丝刷、排杂格条栅、小毛刷滚筒、排杂螺旋等组成。回收锯齿滚筒的结构和锯齿滚筒相同,其作用是回收排僵格条栅排出的单粒子棉。排杂螺旋为左旋,转速为110r/min,其作用是将清花喂花部分排出的僵瓣棉、铃壳及尘杂及时输出机外。
2.轧花部分
轧花部分由前箱、中箱和后箱三部分组成。
(1)前箱的结构:前箱左右侧壁均由钢板焊接而成,主要部件有拨棉刺辊、阻壳肋条排、导流板。
拨棉刺辊是在直径为30mm的轴上箍上圆木辊,并用薄钢板包裹,再在表面呈倾斜状装上若干排刺钉而成。拨棉刺辊的直径为120mm,转速为314r/min。拨棉刺辊的下方装有钢板冲孔网,其作用是回收从拨棉刺辊和锯片滚筒之间掉落的小花头,以减少衣亏。在拨棉刺棉的右端装有刹车轮,当工作箱开启时,刹车带和刹车轮摩擦,使拨棉刺辊停转。
阻壳肋条排由97根阻壳肋条和2根边阻壳肋
条固定在角钢上而成。阻壳肋条排的位置可以调整,松开两侧的固定螺栓,调节顶丝,可使阻壳肋条排前后摆动。
导流板是位于前箱内的一块倾斜钢板,其作用是引导进入前箱的子棉到拨棉刺辊上。
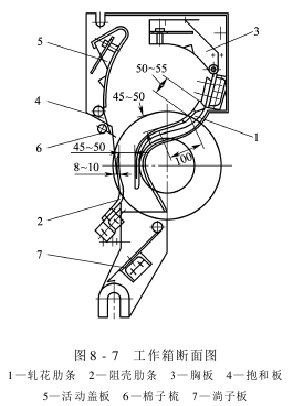
(2)中箱(工作箱)的结构:中箱的主要部件有轧花肋条排、胸板、活动盖板、抱和板、锯片滚筒、棉子梳及工作箱调整机构、工作箱开合机构,如图8-7所示。轧花肋条排由97根轧花肋条和2根边肋条装在1根横梁上而成。轧花肋条采纳铸铁铸造而成,表面经过镀锌处理。
锯片滚筒由98片锯片和96个铝隔圈相间套在直径为74.6mm的轴上,两端用夹持垫圈及螺母固定而成。锯片滚筒两端用方形带偏心套外球面轴承固定于机架上。
胸板、活动盖板和抱和板均为弧形,用1.5mm厚的不锈钢板制成。胸板曲率半径小,活动盖板次之,抱和板大。中箱的两个侧壁表层衬有不锈钢板,以减少子棉卷的休闲阻力。
棉子梳为板式,其轴安装在墙板上,且右端伸出墙板,和调节手柄相连,用以调节棉子梳的倾斜角。棉子梳可以前后移动,用来配合其他机件的工作。
(3)后箱的结构:后箱主要由毛刷滚筒、上排杂刀、下排杂机构、后挡风板等部件组成。
毛刷滚筒的轴心线低于锯片滚筒轴心线安装在锯片滚筒的后方。毛刷滚筒由5只铝质圆盘固装在一直径为75mm的轴上,圆盘之间用镀锌薄钢板严密包成圆筒,在滚筒表面再用压板螺钉固装上24根毛刷条而成。毛刷滚筒的两端各装有“十”字形分布的风叶4片,其作用是预防毛刷刷下的纤维飞向两端而缠绕毛刷轴。毛刷滚筒直径为408mm,转速为1660r/mm。
上排杂刀用钢板刨制而成,刀刃角度为35°,其安装在毛刷罩壳前端靠近锯片滚筒处。
为增加其表面完洁度,表面经过镀锌处理。上排杂刀和锯片滚筒的间距影响上排杂效果,生产过程中,视上排杂中棉纤维的含量调节该间距,要求在1~2mm。上排杂采纳气流输送。
下排杂机构包含下排杂板、活动板等。一般下排杂板和毛刷滚筒的间距为40mm。当需要加大排杂量时,可调节机架左下侧的调整螺栓位置,使下排杂板摆向毛刷滚筒;或下调活动板,使活动板伸入排杂区域的距离减少。为了减少排杂区域的补风量,以便于杂质下落和幸免杂质回吸,该机设有两个补风口,一个在下排杂板转轴和皮棉托板的连接处,另一个在毛刷罩壳的后上部。生产过程中可根据下排杂情况确定补风口开启程度。
后挡风板由扁钢制成,依靠蝶形螺母和罩壳连接,调整后挡风板时,需将毛刷滚筒机架两侧的堵板卸下,松开蝶形螺母。
3.传动系统
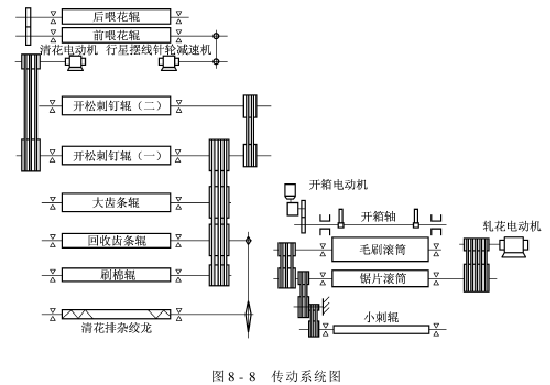
传动系统如图8-8所示,它由行星摆线针轮减速机带动前后喂花辊;由6极电动机带动清花部齿条辊筒;电动推杆电动机实现开箱、合箱工作;由4极电动机带动锯片滚筒及毛刷滚筒。
喂花辊调速装置由XWD—0.75—4—1/70星形摆线针轮减速机、变频器、旋钮和1对传动链轮组成。星形摆线针轮减速机装在机器的右上方,变频器放置在电气操纵柜中,调速旋钮装在机器的按钮盒上。减速机的输出轴上装有链轮,通过链条传动喂花辊旋转。调节调速旋钮可调节电动机的转速,从而达到操纵喂花辊转速的目的。
(二)轧花机的电气操纵系统
6MY98—17型锯齿轧花机的电气操纵系统采纳三相380V、50Hz的电源,须有接零爱护。
操纵电路用交流电。系统由按钮盒和操纵柜两部分组成。按钮盒上设置操纵按钮和必要的指示装置,其余的电气操纵元件均安装在电气操纵柜内。按钮盒安装在机器右侧的安全罩上,操纵柜由用户根据现场的情况,安装在清洁、干燥、无振动且距机器距离不超过16m的地方。
1.操纵电路
锯齿轧花机的电气原理如图8-9所示。
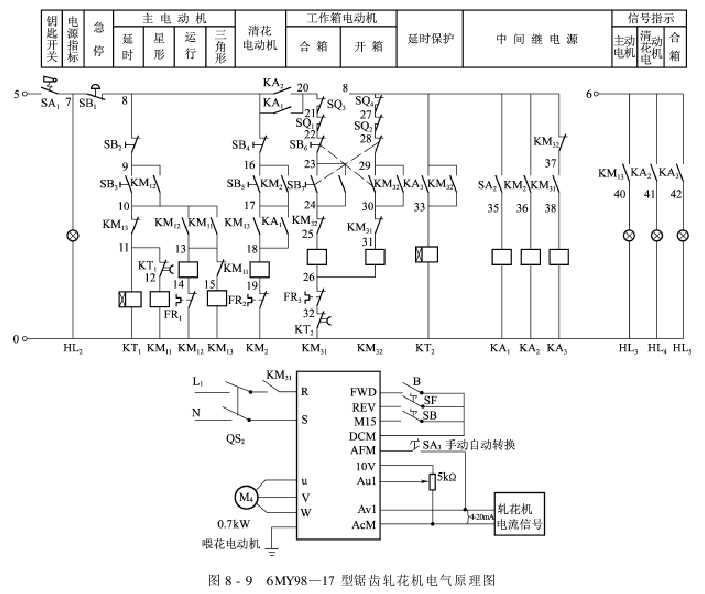
操纵系统分为调整和工作两种状态,调整状态用于各电动机和机械结构的调整,工作状态则用于正常的轧花工作。

2.特点
本电气系统除具有必要的短路爱护(自动开关、熔断器)和过载/断相爱护(热继电器)外,还有如下特点:
(1)设有状态转换开关。当打到试制状态时,各个电动机可以单独自由启动,若打到工作状态,就必须按肯定的顺序启动。
(2)工作箱开合箱具有延时爱护。
(3)喂花辊无级调速。喂花辊由交流电动机拖动,采纳变频调速方式,实现喂花无级调速,取代了以往的花盘调速装置,喂花时连续可调,液晶显示,方便调节喂花量的大小,能使轧花机在佳状态下工作。
(4)喂花辊具有手动、停止、自动三种状态。手动状态时,喂花辊将以给定的速度恒速运转;自动状态时,喂花辊将在手调的基础上,根据工作箱内棉卷密度的大小,自动调节转速。
(5)轧花机工作箱不到位,喂花辊不能工作。
(6)主电动机电流由仪表显示,它停止工作,其他电动机也将停止工作。
(7)喂花电动机具有正、反转状态,方便对堵车事故的处理(反转时应使用点动)。
3.电气操纵设备的安装和调试
按钮盒和操纵柜内的电气元件出厂前均已连接好,只要按随机所带的有关资料,将按钮盒/操纵柜到全部用电设备及电气元件的导线,按要求接好即可。接好线后,应用兆欧表或万用表检查全部电动机/电气元件和线路,为预防出现断路和短路现象,还应按表8-3将KT(时间继电器)和FR(热继电器)的整定值进行调整。

以上工作完成后,即可按照以下步骤,进行通电调试。
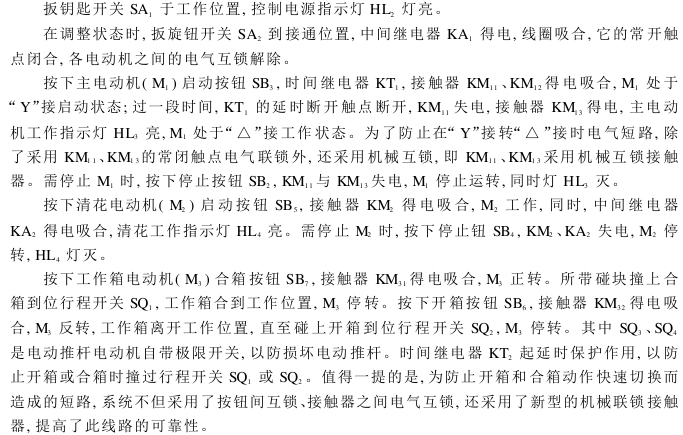
(1)将操纵柜内的扳钮开关SA2 扳到试制状态位置。
(2)合上操纵柜右侧的空气开关,此时操纵柜上电源指示灯亮,电压指示表指示出电源电压值。
(3)打开钥匙开关,按钮盒上指示灯亮,表示操纵电路接通。
(4)按下轧花机主电动机/清花电动机的启动按钮,电动机启动。
(5)按下合箱按钮,工作箱电动机正转,工作箱合到工作位置。
(6)将三位置按钮SA3 旋至手动或自动位置,手动旋转电位器RP,喂花辊将以设定的速度运转。
(7)按下开箱按钮,工作箱电动机反转,工作箱离开工作位置,喂花辊停止转动。
(8)将SA2 扳至工作位置,三位置按钮旋到停止位置。
至此,电气操纵系统调整完毕。需要注意的是:应将开箱机构上的2个行程开关调整好,以使轧花机开合箱精确到位,若有异样,马上按下急停按钮,以防发生事故。
4.使用和维护
操作本机必须持本机钥匙,若系统已调试完毕,应将柜内的SA2 扳至工作位置,按照如下顺序启动:
主电动机→清花电动机→合箱→喂花电动机
停车顺序和之相反。
工作中出现紧急情况,应马上按下急停按钮,以防发生事故。
电气设备应保持干燥、清洁,幸免振动和碰撞,操纵柜内要定期清扫,线路、电气元件、电动机应定期检查维护。
本站发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
联系人:杨小姐
手机:13912652341
电话:0512-5523 0820
邮箱:377830286@qq.com
地址: 江苏省昆山市新南中路567号A2217