欢迎光临~阻燃面料生产厂家
语言选择:
 ∷
∷

∷
 ∷
∷
一、平幅进布装置
车间堆布车里的织物基本上是处于无张力、折叠堆放状态。如果织物就这样直接进入机台整理,简单产生折皱和歪斜,必将影响染整整理的顺利进行和印染产品的质量。为了克服上述现象,必须使织物先经过进布装置处理后再进入机台整理,其目的是:
(1)给织物以适当的张力,使织物能平坦地进入机台而不致产生折皱。
(2)引导织物在机台同意的正常位置运行,预防织物过分左右偏离。
(3)使织物中夹入的灰尘、杂物简单自然落下,或便于操作人员及时发觉除去,预防尘埃等杂物进入机台而损坏轧辊或影响产品质量。其它,如果发觉布打结或未缝头等情况,可及时停车处理,起到缓冲作用。
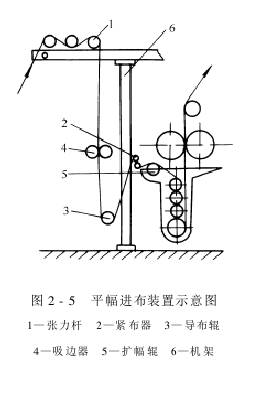
平幅进布装置俗称进布架,如图2-5所示,主要由张力杆(也称导布管)、紧布器、扩幅辊、吸边器、导布辊、机架等组成。张力杆给织物以适当的经向张力;紧布器不但能增加织物的经向张力,而且还能根据不同的织物品种,适当调节其经向张力;扩幅辊的作用是扩展织物以防皱和去皱;吸边器的作用是给织物以纬向张力,预防织物卷边,并自动引导织物在机台中间位置运行,预防织物过分左右偏离。
平幅进布装置中的吸边器和扩幅辊将在本章第三节和第四节中详细商量,这里着重介绍张力杆、紧布器的结构。
1.张力杆
一般由固定在机架上相互平行的一组导布杆(木杆或镀锌管)组成。和固定导布辊类似,其作用是引导织物运行,并利用其表面和织物间的摩擦力来增加织物的经向张力。
为了适应不同织物对进布经向张力的不同要求,在调换织物品种时,可适当多穿或少穿导布杆,以便在肯定范围内调节织物的经向张力。使用中应常常检查杆面是否完洁,以免擦伤织物,检查各杆是否水平、松动。
2.紧布器
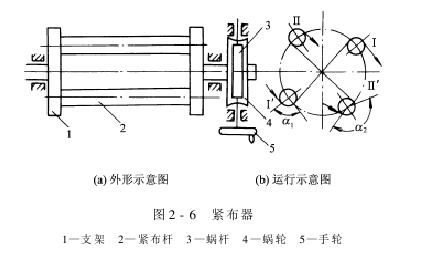
如图2-6(a)所示,紧布器是一种组合的可调式固定导布辊,由支架、调节机构及紧布杆三部分组成。
(1)支架:它是支承紧布器的支架,由芯轴、支承盘(铁板或铸铁)、轴承座等零件组成。
(2)调节机构:它由一组蜗轮、蜗杆组成。蜗轮固定在支架芯轴上,蜗杆和手轮相连接,当操作者转动手轮时,通过蜗杆传动蜗轮,使和蜗轮相连的支架转动。这样,固定在支架上的两根紧布杆的相对位置也随之改变,即改变织物在紧布杆上的包绕角,达到调节织物张力的目的。
此外,也有使用棘轮、棘爪或活动插销作为调节机构的。
(3)紧布杆:如图2-6(b)所示。若调节紧布杆的位置由I-I′变到Ⅱ-Ⅱ′,织物在紧布杆上的包绕角也就由α1变到α2,显然α2 >α1,织物的经向张力增大了。因此,紧布器可在肯定的范围内调节平幅织物的经向张力。
紧布杆通常采纳直径50mm的镀锌管(或黄铜管、不锈钢管)制成,紧布杆表面须完洁,且耐酸、碱腐蚀。织物和紧布杆紧贴而滑行。
二、平幅出布装置
平幅织物出布采纳多的是摆布式出布。平幅出布装置俗称落布架。其作用是将织物导出工作机台,并且以肯定的幅度摆动,使织物整齐地堆入堆布车中。
平幅出布装置主要由牵引导布部分、摆动落布部分、传动系统、机架等组成,如图2-7所示。
1.牵引导布部分
该部分的作用是牵引导出前一机台中的平幅织物。它由主动出布辊、压布辊及加卸压装置组成。
(1)主动出布辊:主动出布辊的辊体一般是木制的,但也有用铁管制成的,辊径一般在200~250mm之间,辊筒两端用轴承固定在机架上。辊筒轴端由皮带轮或链轮传动,其线速度一般比织物超速3%~5%左右,在某些情况下,也有超速15%~20%的。辊面应平坦地包绕橡胶带或呢毯带,以增加其和织物之间的摩擦,幸免导出织物时打滑。
(2)压布辊:压布辊的辊体由钢管制成,表面镀铬,也有采纳木材或铜管制成的,其直径为120~125mm。压布辊装于主动出布辊之上,由主动出布辊辊面摩擦而转动。
(3)加卸压装置:主要由手柄、连杆及杠杆组成。推动手柄上下可进行加压或卸压,以适应不同织物落布时对压力的不同要求。
是否要加压出布,应由织物的厚薄、干湿、运行速度、机器特点及摆动落布部分的情况而定。
①在一般运行布速下,湿织物可不加压,而干织物或织物高速运行时应加压。
②当织物靠主动出布辊牵引运行或出布装置离前一机台后的主动导布辊较远时,应对压布辊加压。
③一些提花、针织物物不宜加压。
④出布装置中的两只落布辊为上下接触式时,对压布辊可不必加压。
2.摆动落布部分
如图2-8所示,摆动落布部分的作用是给来自牵引出布辊的织物以适当的频率进行摆动,并平坦地摆落在堆布车内或堆布板上。它由摆动机构和落布装置两部分组成。
(1)摆动机构:由主动皮带轮、连杆、摇臂(甩手)等组成,是根据曲柄摇杆机构的工作原理制成的。
曲柄摇杆机构如图2-9所示,是由四根构件用铰链互相连接而成的。其中,AD构件固定不动,称为机架。AB构件和机架相连接,能做圆周回转休闲,称为曲柄。CD构件也和机架相连接,但只能做肯定角度φ的摆动,称为摇杆。当曲柄AB做圆周休闲时,摇杆CD便以肯定的角度φ做往复摆动。当曲柄AB和连杆BC成一直线时,摇杆便处于摆动的极端位置。图中C1 是右极端位置,C2 是左极端位置。这里必须指出,肯定要在AB小于CD的情况下才能起作用。
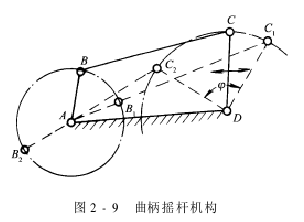
曲柄由牵引辊传动做等角速度回转,经连杆带动装有落布辊的摇杆往复摆动,使织物按肯定的幅度摆动落下。主动皮带轮及摇臂上都设有长槽,如果改变连杆端部销轴在长槽中的位置,可以调节摇臂的摆动幅度。摆动幅度一般在400~1000mm之间,往复次数在30~60次/min之间。
(2)落布辊:落布辊有两只,安装在摇臂的末端,通过皮带轮或链轮传动,其线速度应比布速超速6%~10%左右。落布辊离地面高度应大于1.9m,以保证操作人员的安全。
落布辊的排列形式有三种,各有其特性,如图2-10所示。
①上下接触式:两只落布辊垂直排列,如图2-10(a)所示。下落布辊为主动辊,上落布辊因自身重量垂直压置于下落布辊之上,靠下落布辊辊面接触摩擦而转动。这种形式的落布辊,穿布操作时较不方便,对深色干织物易产生极完,也不适用于凸纹织物和轻薄织物。
②水平分开式:两只落布辊水平分开排列,如图2-10(b)所示。两只落布辊同一端的轴间,用一对正齿轮啮合传动。这种形式比垂直接触式有所改进,适用于厚重织物和凸纹组织织物及湿织物等。但在高速运转时,易在主动出布辊和落布辊之间产生松弛漂浮现象,织物很易卷入落布辊;非常是对于轻薄织物,松弛漂浮现象更为严峻,故应采取增加挡风板等相应措施。
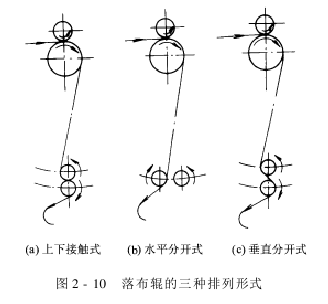
③垂直分开式:上下两只落布辊垂直分开排列,如图2-10(c)所示。两只落布辊之间靠皮带传动。织物在摆动落布过程中,能始终和上下落布辊辊面接触,因此对高低车速、厚薄织物及凸纹织物都能适用,目前国产印染机械普遍采纳此种装置。
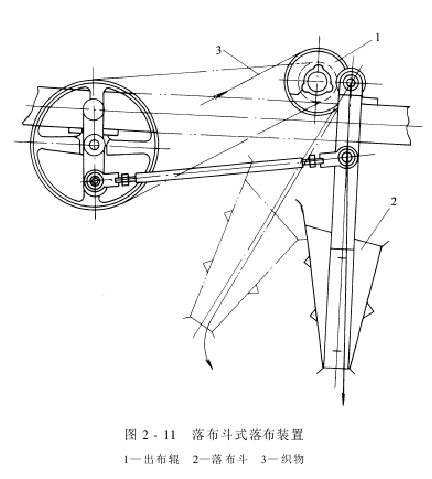
在某些情况下,也有用落布斗代替落布辊的平幅出布装置,如图2-11所示。这种落布斗式平幅出布装置,适合于高支纱的高档轻薄织物,可以幸免布面擦伤及产生松弛漂浮现象。
三、落布成卷装置
落布成卷装置是将牵引导布部分引出的平幅织物卷绕成布卷的装置。随着染整设备车速的提高,采纳织物出布成卷方式的越来越多。这是由于出布成卷一方面可以克服高速摆动落布的各种缺陷,出布平坦,对于某些易产生折皱的织物,如化学纤维、涤棉混纺化纤织物织物等非常适用;另一方面可卷装,且容布量多,结构简单,效率高,并可降低出布和运输的劳动强度。
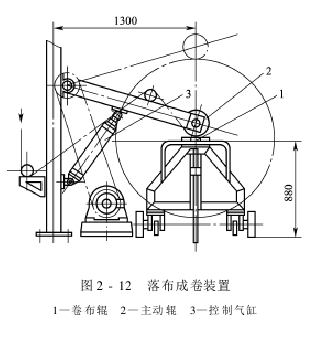
大型落布成卷装置由伞柄式容布箱、卷布装置、落轴车和传动机构等部分组成,如图2-12所示。
1.伞柄式容布箱
伞柄式容布箱用角钢制成箱架,内由硬PVC板及管制成,容布量为600~800m,容布时间可达4~5min,保证有足够的时间换轴(实际换轴一次只需2min时间)。在换轴后,可增速将箱内余布拉完,使织物经向张力增大,预防产生折皱。换轴前,再适当慢速以便存布。
2.卷布装置
卷布装置的类型很多,但从成卷的方式来分,则只有主动卷布装置和表面传动卷布装置两种。表面传动卷布装置是将卷布辊搁在两根(或一根)等速回转的主动橡胶辊上,靠主动橡胶辊表面摩擦传动卷布辊。主动卷布装置是用变速电动机直接传动卷布辊,即随着卷绕直径的增大,卷布辊转速相应减慢,以保持卷取线速度不变。
表面传动卷布装置由卷布主动橡胶辊、升降摇臂架等组成。其上的主动橡胶辊紧压在落轴车的卷布辊后,依靠摩擦力带动卷布辊转动卷布。随着卷布直径的增大,摇臂架和主动橡胶辊也随之升起,到卷布满轴后,马上停车,开启气阀,将摇臂及主动辊橡胶升起,离开布卷。
卷布辊、橡胶压布辊(HSA92~98)、导布辊表面的水平度为5/10000,以保证卷布质量。
3.落轴车
落轴车亦称卷布车,是用来承载布卷的装置。卷布满轴后,可用电瓶车起重运输。
4.传动机构
卷布过程由电动机带动主动橡胶辊高速运转,通过摩擦作用,使织物前进并成卷。
本站发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
联系人:杨小姐
手机:13912652341
电话:0512-5523 0820
邮箱:377830286@qq.com
地址: 江苏省昆山市新南中路567号A2217