欢迎光临~阻燃面料生产厂家
语言选择:
 ∷
∷

∷
 ∷
∷
烘筒烘燥机的效率通常是以单位时间内每平方米有效烘燥面积上所能汽化织物内水分的质量来衡量的,一般为11kg/(m2 h)。它主要取决于烘筒的表面温度、有效烘燥面积、车速、被烘燥织物的状况以及排解织物上蒸发水分的情况等因素。因此,为了提高烘燥效率,可以采取如下措施:
(1)适当增大进汽压力,可以提高烘筒的温度,从而加快织物表面热交换速度和内部热传递速度。但是,烘筒表面温度过高,对被烘织物的手感会产生不良影响,而且,增加了对烘筒强度的要求。
因此,紫铜烘筒一般操纵在120℃左右,进汽压力操纵在98~147kPa。若是新紫铜烘筒,烘筒表面强度同意,进汽压力可达196kPa。
(2)迅速而有效地排解烘筒中的冷凝水。因水的导热系数很小,迅速把它排出烘筒,可减少筒内水层厚度,有利于传热。因此,选用合适的疏水器是很重要的。对虹吸式烘筒,可在每只烘筒下装设独站专用的热动力式疏水器,有利于高速转动下传热效率的提高。
(3)向被烘织物汽化表面吹风。水分从被烘织物自由表面汽化时,在织物表面形成呆滞的水汽层,不利于织物内水分继续向自由表面扩散。向这个区域吹风,可减薄和破坏这一水汽层,增加带走织物表面蒸发水分的分压力梯度,加速汽化速率。英国Mather&Platt公司制造的Vaporloc平洗机的烘筒上就安装有这种吹风装置。在烘筒一侧安装风道,并开有一宽度的圆弧形狭缝风口,加快了汽化速率,提高了烘燥效率。
在烘燥机的进汽管路上,虽装有安全阀和减压阀,烘筒闷头上还装有空气安全阀,但是由于烘筒是受压薄壁容器,因此,使用时应严格遵守操作规程,加强治理。刚开冷车时,要先开空车,并开启疏水器直通阀和旁通管截止阀、站柱下端排水阀和上端排汽阀,以及下部几只烘筒的空气安全阀,待蒸汽从开启的空气安全阀喷出后,再关闭上述各排水、排汽阀,按规定需要的进汽压力逐渐开大蒸汽阀加热筒面, 导布运行。否则,因积存的冷水和冷空气还未充分排解,大量蒸汽突然进入,会迅速冷凝,形成负压,使烘筒吸瘪。
运转中应常常检查各进汽管上的压力表指示值是否正常,对有关进汽调节阀予以必要的调整,以防万一安全阀失灵,进入烘筒的汽压过高而发生爆炸。
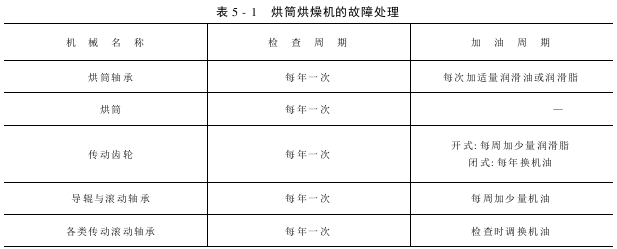
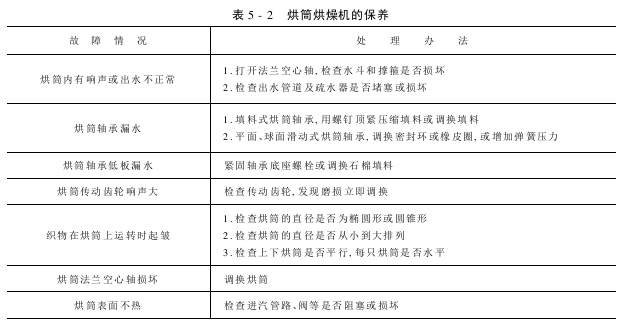
烘筒烘燥机的故障处理和保养分别见表5-1和表5-2。
本站发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
联系人:杨小姐
手机:13912652341
电话:0512-5523 0820
邮箱:377830286@qq.com
地址: 江苏省昆山市新南中路567号A2217