卷取机构
卷取机构的作用是根据织物对纬密的要求,将已经织好的织物及时定量地引离织口,卷到卷取辊上,使织口位置不会因引入的新纬纱而变化,从而保证织造生产能够连续进行。
一、卷取机构的分类和工艺要求
1.分类 按休闲性质可分为间歇式和连续式两大类。
按传动性质可分为机械式和电子式两大类。
机械间歇式卷取机构,由于它的间歇动作会引起传动件之间产生较大的冲击磨损,所以不被高速织机所采纳。在高速的无梭织机上,广泛采纳的是机械连续式卷取机构,现在越来越多的喷气织机采纳电子式连续卷取机构。
2.卷取的工艺要求
(1)卷取机构应保证按时定长地将形成的织物引离织口,以获得规定纬密的织物,同时将送经机构从织轴上放出的经纱牵引到织物形成区内。
(2)传动休闲应精确、平稳、保证纬密均匀,纬密调节快捷简便,调节范围应能满足工艺要求。
(3)卷布辊要轻,便于搬运,卷装要大,以减少落布次数;卷布张力应均匀,布面不得有褶皱,卷布辊装卸要方便。
(4)手动操作要简便、省力。
二、机械式卷取机构
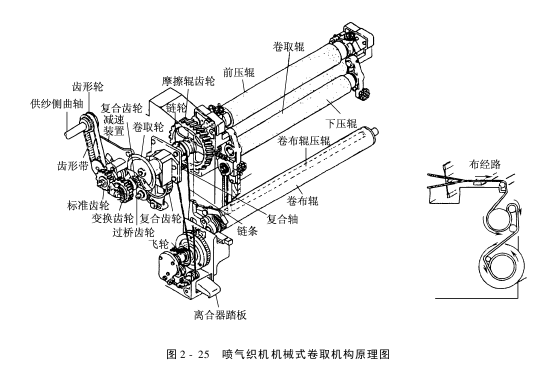
图2-25为喷气织机的卷取机构。
卷取机构一般由卷取传动、纬密调节、握持牵引、卷绕成形、手动操作、自动计长等几部分组成。
1.传动路径 供纱侧曲轴—同步齿形带—减速齿轮箱—纬密变换及减速轮系—卷取辊和卷取压辊—卷取辊上的链轮—链条—飞轮—平面摩擦离合器—摩擦轴—卷布辊。
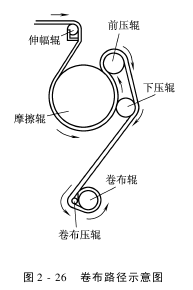
2.卷布路径(图2-26)织物先经伸幅辊,绕过摩擦辊(卷取辊),再经前压辊,下压辊,压布辊,卷到卷布辊上。织物在前压辊和下压辊的作用下紧贴摩擦辊,并有大的包角,使摩擦辊对织物有大的握持力,达到均匀精确地将织物引离织口的目的,并满足不停车落布的要求。
卷布辊大卷布直径一般凸轮或多臂开口:600mm;曲柄或共轮凸轮开口:480mm。不同机型大卷布直径也有所不同。
3.机械式卷取机构的特点 具有休闲连续、平稳及计算纬密精确的优点,但变换纬密必须选换齿轮,纬密变化有级差,不易达到精确设计纬密要求。为满足下机设计纬密的要求,必须通过试织和调节上机张力。织缩率因产品不同可在1%~5%间选试,但精确值还应终通过试织后获得。
ZA系列型喷气织机卷取机构概况: (1)传动机构:主要组成部分为减速齿轮箱。箱内有三级齿轮减速,其减速比直接影响纬密。在卷取部分其他条件不变的前提下,减速比越大,纬密越大。根据减速比的不同,减速齿轮箱分为标准纬密、中纬密、高纬密三种规格,均可在ZA系列任意一种型号的织机上配置。高纬密的适用纬密范围为40~280纬/英寸,中纬密适用纬密范围为157~822根/10cm(39.95~208.85纬/英寸),标准纬密适用的纬密范围为100~525根/10cm(25.51~133.36纬/英寸)。
在积极连续式卷取传动机构中,设置大减速比的减速装置是特别必要的。因为织机每转卷取的织物长度是纬密的倒数,这速是比较高的,只有经减速装置减速后才能满足卷取辊对速度的要求。
(2)握持牵引机构:该机构主要由卷取辊和卷取压辊组成。卷取辊和压辊配合握持织物。
卷取辊在传动机构的驱动下缓慢转动,压辊靠摩擦力的作用被卷取辊带着转动。对织物握持牵引力的大小和织物对卷取辊包角大小和卷取辊表层材料有关。ZA系列喷气织机有两种卷取辊可供选用,一种是表面包覆糙面橡皮的卷取辊,直径为166.4mm,其它一种是表面喷涂不锈钢粉的卷取辊,直径为163mm。包覆糙面橡皮和喷不锈钢粉的目的都是增加卷取辊的摩擦系数,使织物和卷取辊休闲的线速度基本一致。卷取辊直径的大小也会对纬密产生影响,在其他条件 不变的情况下,直径越大卷取的线速度就越大,纬密就越稀。
(3)纬密变换调节机构:在更改织物品种需变换纬密时,主要靠更换纬密变换齿轮。用此法变更纬密比较方便和经济。纬密变换齿轮有66种变换轮和3种标准变换轮,每一标准变换轮和变换齿轮为一组,对应一种机上纬密,故共有66×3=198种机上纬密。在确定纬密齿轮前,首先要了解机器上安装的卷取辊直径和减速齿轮箱的规格,然后根据公式P′ =P w (1-α),用织物实际纬密P w 计算出机上纬密P′,用P′ 值查说明书中的纬密和齿轮对应关系表,选取对应的纬密齿轮件号,后上机试织确定所选齿轮是否符合要求。
上式中的α为下机缩率,因为织物在织机上受到肯定的张力,织物下机后张力减少,织物就会收缩,故实际纬密P w 大于机上纬密P′ w ,用α表明了两者的关系。α和织物用纱种类的性能、织物组织、上机张力和回潮率等许多因素有关,根据具体情况在1%~5%之间选取,是一个试验数据。
(4)卷绕成形机构:织好的织物在握持牵引机构的作用下引离织口后,在卷绕成形机构作用下按肯定张力,规则地被卷绕在卷布辊上。卷绕成形机构由链轮、飞轮、链条、摩擦离合器、卷布辊及布辊夹持座等组成。卷布直径为100~600mm。在卷布过程中,布辊直径逐渐增大,相同布面张力条件下对卷布辊产生的阻力矩也会增大,这就需要随着布辊直径增大而使驱动力矩增大,从而保证驱动力矩能有效驱动卷布辊工作。当布辊直径增大时,机构中的布辊探测板 被推向机后,使摩擦离合器的正压力增加,从而使卷布辊的驱动力矩也随着布辊直径的增大而增大,当驱动力矩大于阻力矩时,布辊随飞轮同步转动;反之,离合器产生打滑现象,布辊的转速慢于飞轮,以此方法保证卷布张力基本恒定的工艺要求。
(5)手动操作机构:是在上经时或织物出现织疵时卷取机构手动卷取或倒转用的,结构简单。
(6)计长装置:机械式十进位计数器,带有定长自动停机功能。根据织物纬密、织机打纬次数,自动计算织物长度。
三、电子式卷取机构
电子式卷取机构可以和送经机构相结合,在微处理机操纵下调整织口位置,以提高织物质量。
电子卷取机构的优点:
(1)织物纬密只需在计算机或操纵装置键盘上直接设定,不需要更换纬密齿轮,纬密范围大,增强了织物的品种适应性。
(2)在织造过程中可按要求自动变换纬密。这是电子卷取机构明显、重要的特点,这一特征,使织机能够生产出变纬密的织物。
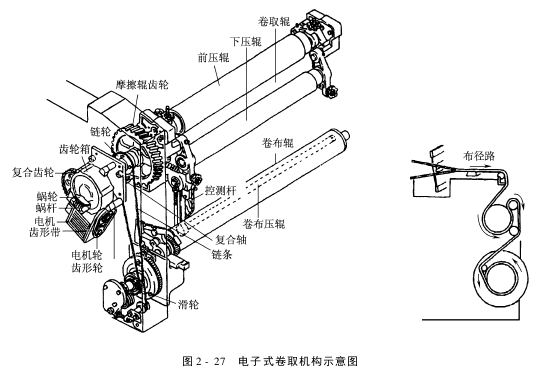
电子式卷取机构的类型有:步进电动机式、伺服电动机式和变频调速式三种。电子式卷取机构示意图见图2-27。
机构概要:
(1)卷取辊的传动路径:卷取电动机的转动电动机带轮齿形皮带和齿形带轮卷取齿轮箱内蜗杆、蜗轮层压齿轮、层压轴、卷取辊齿轮卷取辊卷取辊以肯定速度转动保证了肯定纬密。
(2)布的路径和机械卷取相同。
(3)卷布辊的驱动和机械卷取相同:卷取轴上的链轮转动滚子链飞轮卷取张力装置齿轮布辊的驱动。
AAAERT5Y4375JTY
 ∷
∷