欢迎光临~阻燃面料生产厂家
语言选择:
 ∷
∷

∷
 ∷
∷
(一)MY—96型锯齿轧花机的结构及工作原理
MY—96型锯齿轧花机的结构图如图8-14所示,工作原理如下:

子棉通过输送系统进入车间,再经过分别、清理、储存、配棉送到轧花机储棉箱。由变频调速驱动器通过摆线针轮减速机带动喂棉辊将子棉喂入。根据工作压力和密度反馈电流,采纳变频调速自动操纵喂棉量的多少,子棉首先经清花刺钉辊清理,呈松散状态抛掷在U形刺条辊上,通过钢丝排的阻挡使其均匀地被U形刺条勾拉后,经过排杂、排僵后被刷棉辊均匀地刷在淌棉板上。喂入轧花机前,子棉经过刺钉和U形刺辊时,所排出的有效单粒子棉再经过U形刺条回收辊的回收,被刷棉辊喂到淌棉板上。其余杂质、不孕子、死僵辫、尘杂由排杂绞龙排出机外。
喂入轧花机前箱的子棉通过拨棉刺辊送至轧花锯片,锯片齿勾拉住子棉经阻隔肋条进入工作箱。此时子棉在工作箱内运行速度和锯片线速度相等,通过肋条工作点时,锯片将镶嵌在锯齿中的纤维勾拉走,剩下的随棉卷继续运转。此时,子棉在工作箱内停留大约1min,由于锯片周而复始的勾拉作用,被勾拉的子棉不断进入工作箱内,此位置就产生了由速度差所形成的间隙,被轧净的棉子从此处接连不断地被挤出工作箱,顺轧花肋条和阻隔肋条中间排出。
被锯齿勾拉的纤维经后箱装有高于锯片线速度数倍的毛刷刷入皮棉道,送至皮清机,经清理后送至集棉尘笼进行包装。
MY—96型轧花机对轧花机胸板和抱和板做了重大改进,并且,在工作箱内安装了排子管。
排子管位于工作箱内恰当位置,使得工作状态下的棉子卷排子区域的毛子团变得松散,毛子顺利脱离棉卷束缚,迅速排落下来;同时排子管将毛子团中的相当一部分毛子卷入管中,由绞龙排出,增加了排子量,大大减少了完子的数量;其它,排子管带动棉卷转动,在很大程度上减少了棉卷的停转现象,极大地提高了轧花机的适轧范围。
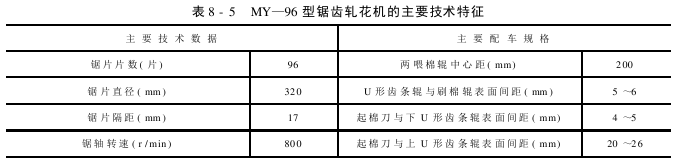
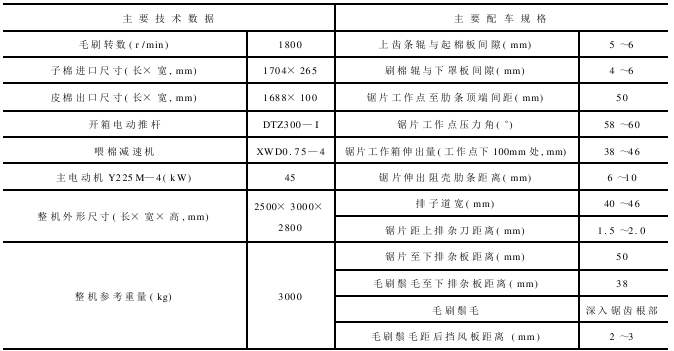
(二)MY—96型锯齿轧花机的主要技术特征
MY—96型锯齿轧花机的主要技术特征见表8-5。
(三)MY—96型锯齿轧花机的电气操纵系统
(1)为适应棉花整理行业向大型化、规模化进展,目前,很多设备都采纳了先进的OPENPLC可编程操纵系统,它将电路中的启动、输出、报警、手动等部分编辑成相应的程序,以触摸屏代替了原来的按钮操纵台,真正地实现了人机对话,实行了自动开机、自动停机、故障报警、相互联锁,有效地爱护了电机,做到了操作方便,监控直观。
(2)喂花电动机的操纵,采纳了高可靠性变频器进行智能操纵,能够对轧花过程实现多种爱护。
(3)轧花机工作箱的开、合采纳了电动推杆,使操作更加方便,执行结构更加简单可靠,并且电动推杆上装有过载爱护装置,在使用中可随时起到爱护机件或其他装置的作用。
(4)为了安全和使用方便,整个轧花车间均由总控台集中操纵。总控台设有各种功能的按钮、开关、指示灯和电流表。
本站发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
联系人:杨小姐
手机:13912652341
电话:0512-5523 0820
邮箱:377830286@qq.com
地址: 江苏省昆山市新南中路567号A2217