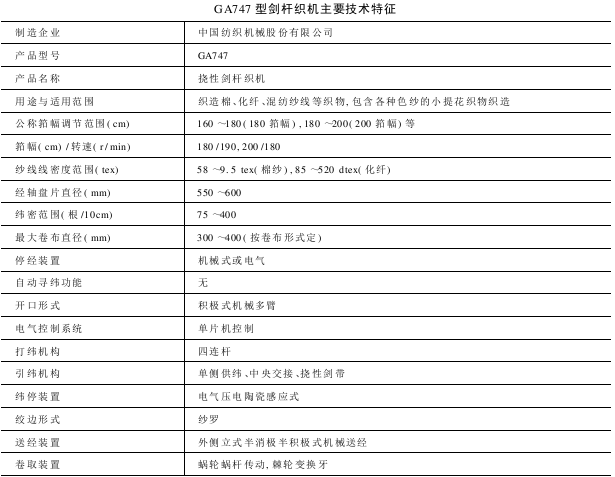
GA型挠性剑杆织机
GA747型挠性剑杆织机是中国布料机械股份有限公司自主开发和制造适合国情的一种普及型剑杆织机。
适用范围及织物品种 该机适宜织造以棉、麻、化学纤维和绢纺等纺纱线为原材料的织物,特别能织造低弹长丝、超细化学纤维贴合丝等中厚型的平纹、斜纹、缎纹等多臂织物。产品适应性强,能满足纬密75~400根/10cm的棉花纱线(58~9.5tex)或化学纤维(85~520dtex)织物的织造,布重大可达450g/m2.
机架 考虑到大限度地利用有梭织机零件、便于老机改造,本机采纳有梭织机的墙板和撑档,胸梁加了数根斜撑加固,以适应厚重织物织造,为了使多臂装置牢固地安装在机架上,上横梁采纳槽钢结构,整个机架从整体来看既稳固又美观。
传动和操纵系统 由操纵电路、纬停传感器、储纬停传感器、角度传感器、完电耦合输入输出电路、执行电路、电磁离合器和电磁制动器、电动机机械装置、爱护电路、电动机电源和直流电源等部分组成。
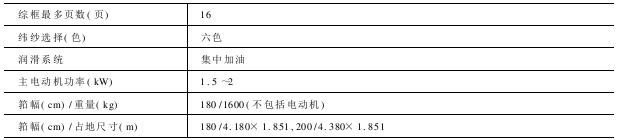
开口机构 采纳GT221型多臂装置,该装置开口型式为半开梭口、复动式,使用哈特斯莱往复式工作原理,整机可容纳16片综框,多臂共有20页提综臂,其中四页供选色用。该机构采纳消极式恒张力弹簧回综,综框升降是根据织造工艺,由纹纸发出信号,通过探针、竖针、上下拉钩、拉刀、刀片短连杆带动提综臂完成。该机构主轴由曲轴通过链轮传动。该机构的优点如下:
拉钩受力点在零件中心线上,受力均匀,工作失误率低;采纳集中加油,可预防布面污染;机器运转平衡、震动小,适用织机高转速为260r/min;品种调换方便、适应范围小,从轻薄到中厚型的各种织物都能织造。
引纬机构 引纬休闲由二组连杆休闲叠加而成,可减少剑头空动程,减少织机占地面积。
打纬机构 在设计引纬机构的同时,对打纬机构也作了改进,使连杆压力角由原来35°下降到25°,优化设计各杆件,使筘座在后心附近休闲缓慢,延长开口时间,便于进剑以利纬纱交接。为了增加打纬力,在原有基础上增加了辅助筘座脚,以适应中厚织物的织造。
送经机构 采纳外侧站式送经装置,织轴探测装置通过连杆机构自动调整织轴转角,保证经纱送出张力均匀。这种送经机构结构简单、调整方便,由满轴到空轴或上新经轴时都不需再作任何调整。
断经停车装置
采纳六列停经片,解决织制高密织物时,由于经纱太密,挤在一起而使断经时停经片不掉下来,引起断经不关车的问题。该机构采纳机械和电气相结合的方式,由机械摆杆摆动、电子操纵,当经纱断裂后,停经片靠自重下落,造成电路短路而自动停车,并以红灯信号显示,停经片规格和有梭织机相同。
选色装置 由多臂装置的后6片刀片带动钢丝绳,通过转向轮进入选色箱,带动选色杆选色。由于采纳机械式传动,使选色动作简单可靠,不简单损坏、出错,且调整花色品种简单,只需换纹纸即可。
生产效益分析 引纬机构设计合理,它是由打纬四连杆和引纬五连杆组成。该两组连杆机构叠加后,可使剑头在往复休闲中,剑头退出梭口以后的速度缓慢,动程减少,随后再缓慢地进入梭口,从而把引纬机构的外形尺寸缩小,减少了占地面积,可以做到一台替代一台相同筘幅的有梭织机,它不仅用于新厂扩建,还适应老厂改造。车速比自动换梭织机高,在不增加占地面积的前提下,引纬率可提高25%~30%。大限度地沿用原1515、GA615系列有梭织机的有关机
构零件,提高了标准化系数和通用、借用零件系数,大大减少了周转件和零配件,减少企业投资花费。机构简单,技术难度低,工人培训周期短,维修方便,价格是高档剑杆织机的1/6左右,投资回收快。噪音低,比有梭织机降低10dB(A)多,约85分贝左右。
使用和保养
GA747系列剑杆织机是在原有梭织机的基础上改型而来,除引纬系统不同外,其余使用和保养和有梭织机基本相同。
维护保养有以下14项内容:
①检查机件和螺栓有无松动、磨灭和缺损,并及时处理。要从上到下、从左到右、从前到后、从里到外全场进行检查。
②检查主传动各部件是否正常,电磁离合器、制动器作用是否正常。
③检查多臂机作用是否良好,平综时曲轴所处位置是否和工艺要求的平综时间相符,多臂装置上下拉刀是否处于同一垂直位置。
④检查引纬机构各部件作用是否良好,必要时调节两处偏心位置,使扇形齿轮啮合良好;传纬剑和接纬剑中心交接位置是否良好;检查剑杆头进梭口时织机弯轴是否处于70°~75°位置。
⑤检查剑头、剑头底板是否磨损,原则上送纬剑底板两个月换一次,传剑箱16个月加一次油。
⑥用定规检查剑带导轨是否通行无阻,及时调整轨道片的安装位置。
⑦检查送纬机构各部件动作是否良好,储纬器、选色杆动作是否协调,纬停机构作用是否良好。
⑧检查剪刀机构是否正常,保证刀片同步移动(上下各2.5mm动程)刀片间隙和刀口角度符合工艺要求,要求八个月磨一次刀片。
⑨检查打纬机构动作是否正常,八个月检查一次筘座高低及摇轴前后距离是否正常,压筘钢条是否缺损。
⑩检查送经机构动作是否协调,曲轴在上心偏后10°时,双臂摆杆转子和送经凸轮大半径是否接触,送经往复杆和棘爪座连接的芯轴中心偏后于送经竖轴中心15~20mm。
瑏瑡检查卷取机构各部件作用是否良好。
瑏瑢检查废边卷取机构和综框绞边装置作用是否良好。
瑏瑣检查断经关车机构作用是否良好。
瑏瑤检查伸幅装置作用是否良好,布面是否出现不符合要求的边撑刺,每隔8个月要将边撑换下来检查一次。
AAA57865ERT34GSD
 ∷
∷