折入边的安装使用
一、钢筘及辅助钢筘的安装说明
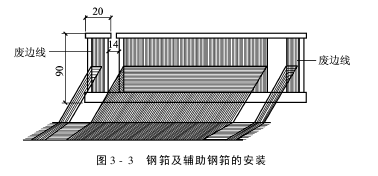
钢筘及辅助钢筘的安装指导如图3-3所示。
在织机的左侧方向,要使用辅助钢筘,其上面穿的纺纱线,因是分配给废边线的,故应为平纹组织。而在右侧一般不需要使用辅助钢筘。分配给两边的废边线根数需相等,通常每边使用20根,该数值可根据不同的非常情况而改变。废边线应价廉、有肯定强度并利于织住纬纱,以便稳定住纬纱,使折入边动作成功率高。
二、布边的构造
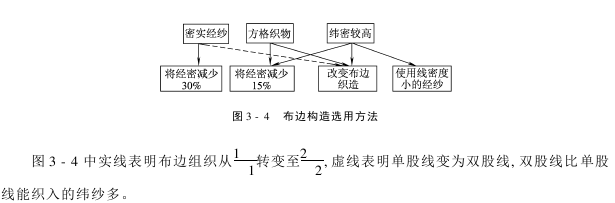
折入边装置将一纬的纬纱头钩入布边,下一次打纬时和下一纬的纬纱一起织入,这样折入边的区域内纬密变成织物本身纬密的2倍。为获得织造较好和在后后整理过程中不出现问题的布边,必须采取一些措施。一般情况下,织物不会出现每cm经纱数比每cm纬纱数少的情况,方格织物或纬密较高的织物,由于收缩性较大,会引起较大的张力,因此在织造过程中布边上经纱断裂的危险性也较大,且由于布边的结构和织物本身的结构不同,因此在织物后整理过程中也会发生一些困难,对此可采取以下一些解决方法:
(1)在布边区域减少经纱数。
(2)改变布边区的织造方法。
(3)在布边区使用优质经纱。
当然,如果选用的经纱质量较差,建议布边应选质量较好的线或双股线,图3-4为考虑到织物的构造情况,即经纬的相对密度,所选用的各种解决方法。
当织机上安装折入边装置后,建议在布边及地组织之间另放几根综丝,以便改变布边和地组织之间的穿经。综丝根数取决于折入纺纱线的长度,织完后可拿掉附加的综丝。
三、折入边装置的安装调试
以天马优秀织机用折入边装置为例。
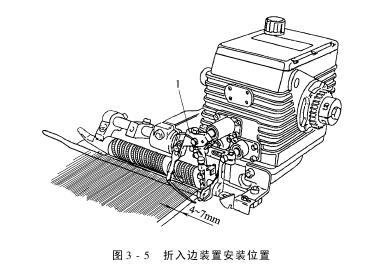
1.在织机上的安装位置
首先要注意:在安装折入边装置时,不要移动钩针座1,这是因为压脚和压脚座之间的开口是由钩针座上的压脚开启板操纵的。
折入边装置装到织机上后,要按下述步骤进行位置的调整:
(1)在织机的左右方向,距经纱近的压脚边缘至布边根经纱之间的距离为4~7mm,其正确的位置在操作过程中自然调整(图3-5)。
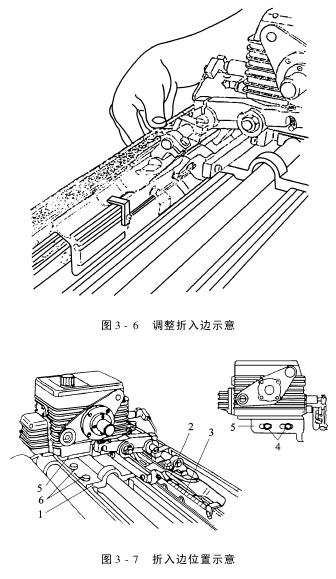
(2)在织机的纵向,应将半圆支承和布边撑调成一直线,见图3-6。
(3)在织机的高度方向,用手转动折入边装置,使压脚座水平移向纬纱,调节装置的高度,使纬纱在压脚座下底平面的下方1mm处。必要时,可以在折入边装置和底座之间插入垫片。同时要注意,保证半圆支承2和织机上的剑带导钩3之间留有空隙(图3-7)。按上述步骤将折入边装置调到正确位置,这些操作可通过螺钉4(连接底座5和齿轮座7)、螺钉6(连接齿轮座1和织机的胸梁)来实现(图3-7)。
2.折入边装置和织机的同步调节
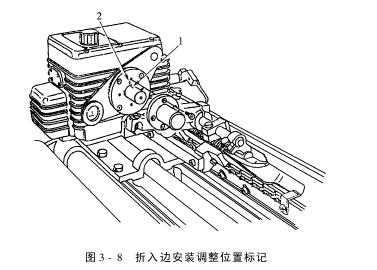
(1)在折入边装置和织机未连接起来时,手动旋转折入边装置,直至轴上的参考标记1和箱体上所装法兰盘上的参考标记2相互对准(图3-8),此时,钩针和压脚座都应退到后,在靠近箱体的位置。
(2)使织机转到打纬位置(0°)。
(3)用适当的运转传输机构将折入边装置和织机的休闲连接起来,例如配天马Ⅱ织机时,左手侧用齿轮加同步带传动,右手侧用齿轮传动。保证这些传动机构休闲灵敏,有肯定的间隙。
建议用手动旋转织机检查装置的同步,并检查确保钢筘和折入边装置前端的休闲部件之间无碰撞。
3.压脚的调节
折入边装置在安装之前,压脚的位置应已经初步正确定位,安装到织机上时,需进一步检查并调节位置的正确性,应按下述步骤进行:
(1)旋转折入边装置,使压脚座和压脚退到靠近箱体。
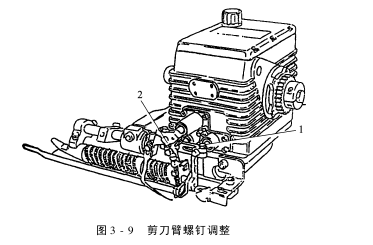
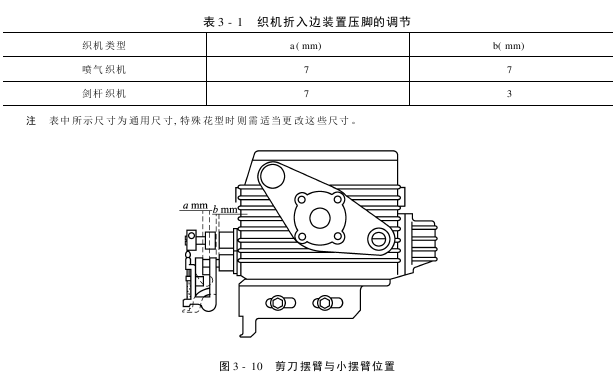
(2)松开剪刀摆臂上的螺钉1和小摆臂上的螺钉2(图3-9)。
(3)按表3-1所示a、b尺寸(图3-10所示)定位剪刀摆臂和小摆臂,然后拧紧螺钉1和2。
当织物产生经缩时,可将压脚略向钢筘方向移动,这些织机和钢筘首先定位于打纬位置(0°时)。移动压脚时需注意不要碰到钢筘,且移动时需松开螺钉1、2,保证剪刀摆臂和小臂的位置量相等,移动到位后再拧紧螺钉。用这种方法,可使压脚和相应的剪刀口保持在垂直位置上,完成上述操作后,需将折入边装置旋转,使压脚和钩针都退到靠近箱体处,以确保钩针座的正确定位。
4.钩针座及钩针的调节
折入边装置安装前,钩针座及钩针的位置应已初步定位,安装到织机上时,需进一步检查和调节,应按下述步骤进行:
(1)手动旋转折入边装置,使钩针转到完可能伸出,远离箱体,同时完可能靠近压脚的位置。
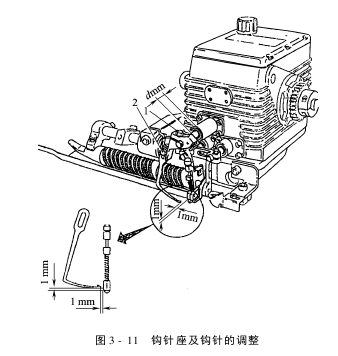
(2)松开螺钉2,使钩针定位在钩针座上的合适位置,这时在高度方向上,钩针端部应比压脚上平面高1mm,然后拧紧螺钉2。
(3)钩针座应按图3-11所示d尺寸定位,同时钩针端部距压脚侧面距离应为1mm,拧紧螺钉1。
调整完毕后,应检查压脚开启板能否正常工作,以幸免其和压脚座产生干涉或压脚本身产生不正确开口。
一般情况下,压脚和压脚座之间的开口大小应为2~3mm。
5.废边装置的调节
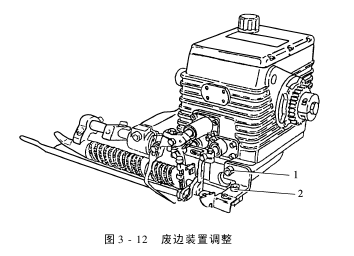
废边装置的高度由螺钉1调节,纵向深度由螺钉2调节(图3-12)。
终应使织入废边的纬纱和织入地组织的纬纱成一直线。
在调节纵向深度时应注意,在辅助钢筘位于打纬位置(织机0°)时,不要碰到钢筘。
其他型号的折入边装置,安装调整和此类似,安装的步骤都是一样的,具体的参数略有不同。
AAASDFWFWFWE
 ∷
∷