喷水织机电子送经系统
喷水织机的电子送经机可以根据织物的张力及纬密和卷取机构配合,在织造过程中,同步送出设定长度的经纱,从而保证经纱系统恒定的张力,来圆满地完成织造。电子送经一般由张力检测部分、操纵部分及传动部分组成。
(一)张力检测部分
一般由织机后梁、张力检测器及计算机组成。当后梁摆动使张力杆位移,从而使张力传感器受到压力。张力传感器将张力杆的变形力转变成为和经纱张力相应变化的电信号,并将其信号输入至计算机。计算机将采集到的若干信号处理后计算出张力平均值,并将此值和张力预定值进行比较,作为下个周期的送经依据,从而决策织轴的转动量。
(二)操纵部分
一般由上述的计算机及伺服驱动器组成。计算机的显示屏可以显示送经系统的实际张力数据及张力设定值等,并可用键盘进行相应的数据设定及修正。
伺服驱动器在接收到计算机的指令后,将信号处理,把计算机送出的信号放大成和之对应的功率信号,来驱动伺服电动机,从而完成对送经执行机构的操纵。
当经纱张力过大或过小时,操纵部分马上发出报警讯号及停车指令。
(三)传动部分
传动部分由伺服驱动的功率部件、伺服电动机和减速齿轮箱组成。它的转速及转向变化均由输入信号(即张力信号)的变化来操纵。喷水织机的伺服电动机一般多采纳交流伺服电动机,利用闭环操纵系统来保证送经的线形特性。
(四)操作及使用
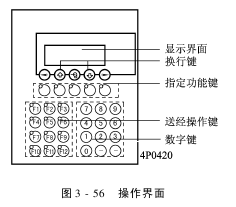
目前,国外的喷水织机已普遍配置了电子送经系统,如丰田和津田驹的各型号织机。国内产品中,沈阳宏大纺机公司生产的JWG4762型喷水织机的电子送经装置已开始应用。JWG4762型喷水织机电子送经装置的使用和操作主要利用了显示界面及操作键来完成。操作界面构成如图3-56所示。
1.功能说明
指定功能键:从左至右依次为送经监视、送经设置、送经调整和送经补偿。送经操作键:
F1———张力恢复。
F2———张力校零。
F3———从动卷曲。
F4———正向送经。
F5———终止操作。
F6———反向送经。
F11———连锁按钮。
F8+F10+F12———运行方式切换,仅同意在“送经监视”的运行画面上进行操作。
2.指定功能键说明
送经监视:显示基本信息和工作状态。
送经设置:基本参数的设置。
送经调整:为去除纬档进行的参数设置。
送经补偿:调整稀密档。
(五)其他电子送经装置
除前述的电子送经装置外,还有CE电子送经装置、A.V.R电子送经装置。
这些装置大多采纳高性能的16位CPU和A/D转换器,可高精度操纵张力。通过LCD显示器和触摸按键进行各种设定,并具有外接显示器接口。其基本特征如下:
织机停车后再启动时,为幸免稀档发生,可操纵织口在合适的位置,即可先根据织物种类,进行倒转试验,寻出佳数据,此倒转量可适应停车时间的长短分为7个阶段来设定。
非常的设计,使经纱的张力和经轴直径变化无关,保证经纱张力始终处于恒定状态。
伺服电动机可以在1/100s内进行0~3000r/min的加速。
正转、倒转量:0~110mm。
卷经设定(换轴时)15≤经轴卷径≤100。
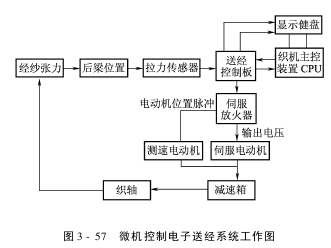
其预流工作图如图3-57所示。
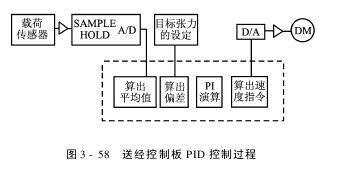
送经操纵板的PID操纵过程见图3-58。它是由单片机系统通过A/D电路检测过程y,并计算误差e=u-y和操纵变量u,通过D/A变换后输出到执行机构(伺服电动机),使过程变量y稳定在设定值上。这种操纵是根据采样时刻的误差值计算操纵变量u的,是一种采样操纵。
AAAMHGCVVBEW
版权声明
本站发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
 ∷
∷